Технология Binder Jetting
Технология струйной печати посредством нанесения порошка и склеивания его связующим веществом BJ (Binder Jetting) разработана специально для производства литейных форм для высокотехнологичных средне и крупноразмерных изделий, таких как блок цилиндров и головка блока цилиндров двигателя внутреннего сгорания для судостроения, автомобилестроения, тепловозостроения и т.д.
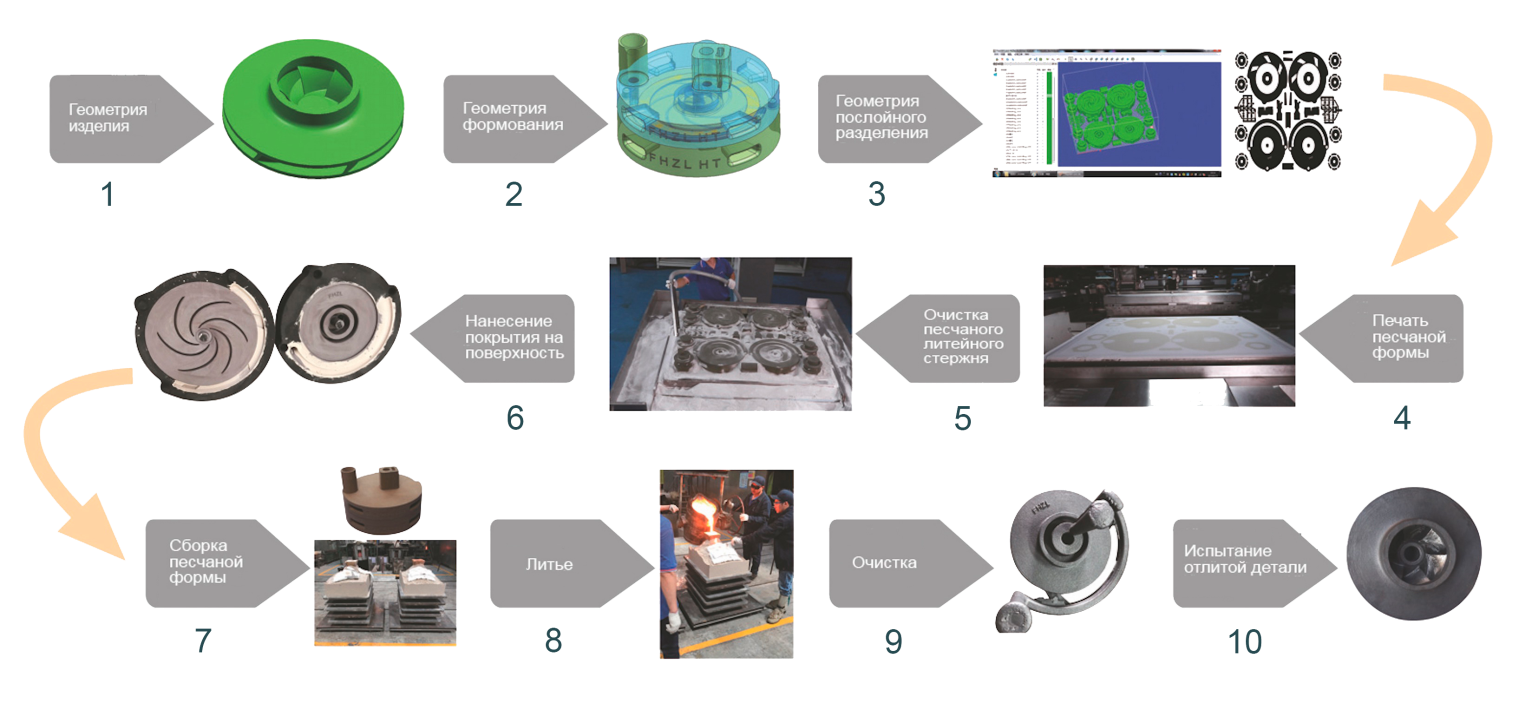
Создание (3D-печать) литейных форм по электронной модели с использованием методов послойного синтеза позволяет обойти технологические ограничения традиционных технологий и сократить технологическую цепочку отказавшись от следующих операций: изготовления мастер-модели из металла или композитных материалов, изготовления литниковой системы и прибылей, формовки частей формы (установки мастер модели и литниковой системы в опоку и засыпки смесью). Это сокращает время производства и снижает стоимость продукта на порядок.
Технология Binder Jetting в настоящее время нашла немногочисленный ряд последователей (например, Patternless Casting Manufacturing), каждый из которых добавляет собственные ноу-хау в подготовку производства и сам технологический процесс, совершенствуя конечный бизнес-результат.
Процесс
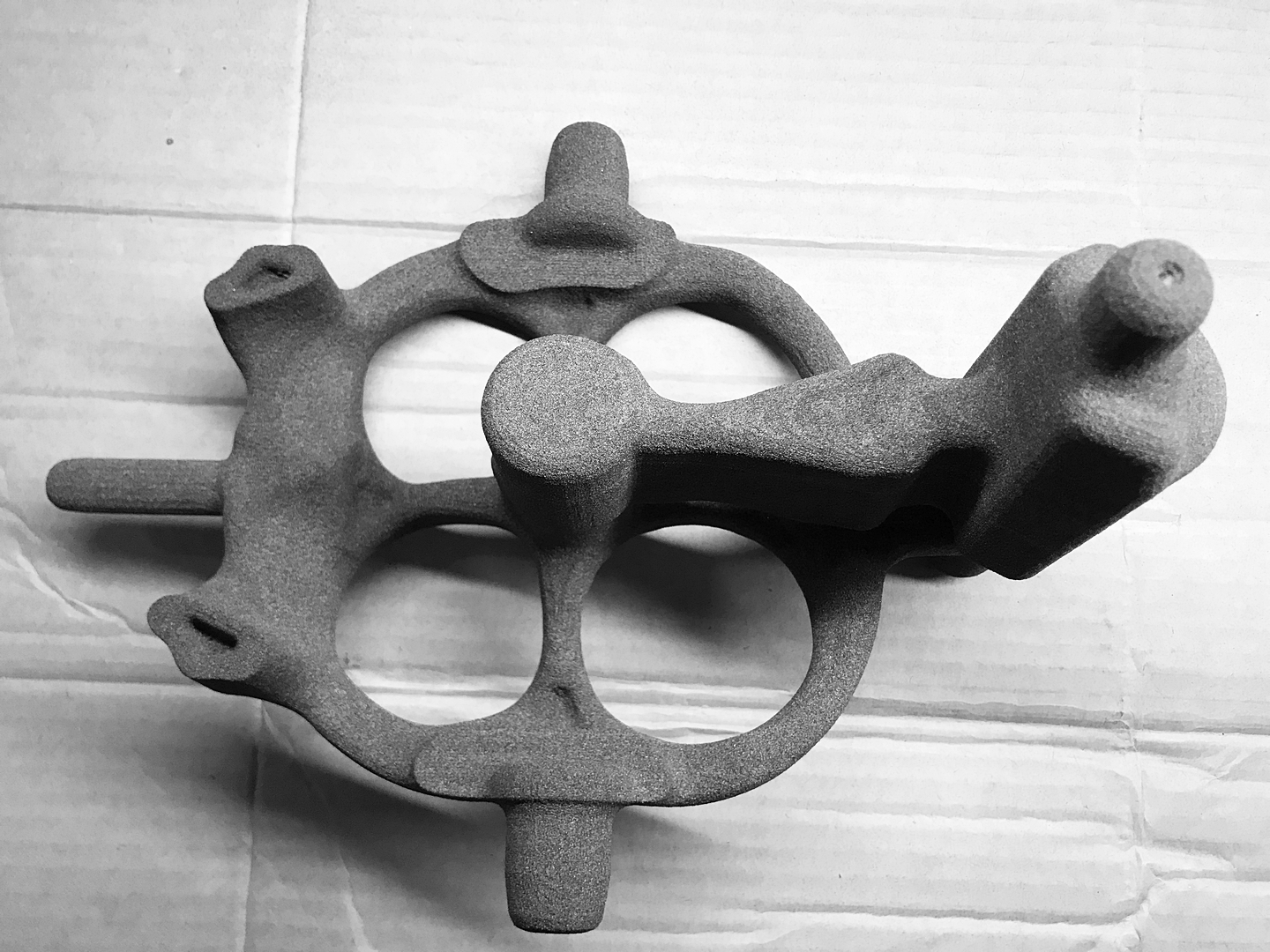
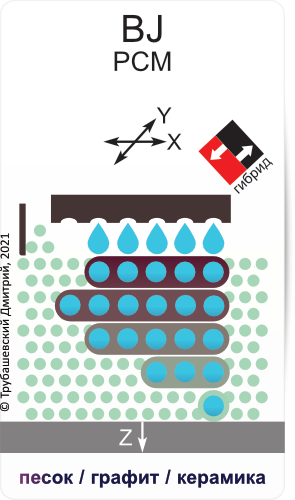
Цифровая модель литейной формы разбивается на слои, переносится в аддитивную установку, в которой из печатающей головки на предварительно подготовленный слой песчаной смеси наносится отвердитель. В результате, в зоне построения создается отвержденная часть песчаной смеси, точно повторяющая цифровую модель. BJ имеет возможность печатать большие детали и часто более рентабельна, чем другие методы производства.
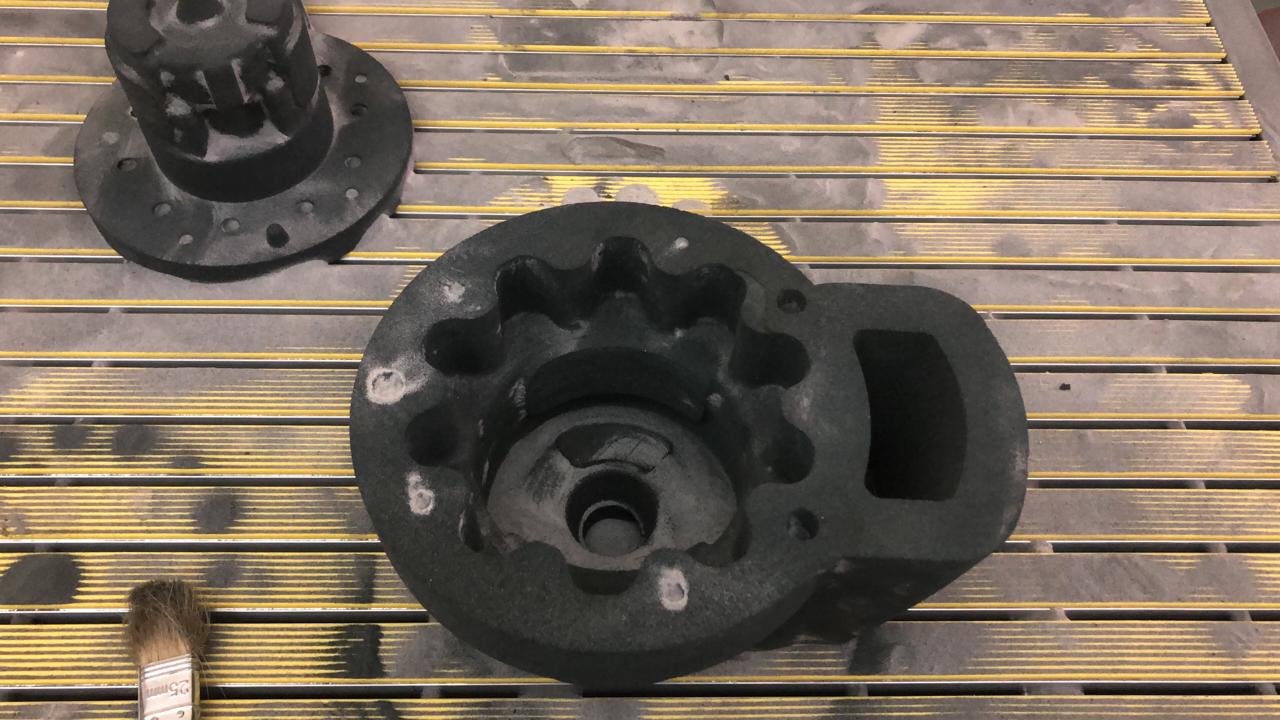
Для реализации технологии BJ используется силикатный песок с фурановым связующим. Печатные формы сразу доступны для литья без операции обжига.



Стоимость печати
BJ помогает бизнесу развиваться за счет быстрого производства и высокой рентабельности. Стоимость внедрения технологии всегда рассчитывается индивидуально, исходя из особенностей и производственных мощностей компании.
Оформить заказ на изготовление деталей при помощи BJ, узнать цену работ или купить принтер и материалы для самостоятельного производства вы можете в DDM.Lab.